 136-0619-7285
136-0619-7285
 当前位置:
当前位置:铸铁与铸钢铸造性能深度解析:从原理到工艺优化[铁模覆砂生产线]
一、铸造性能核心差异对比
1. 基本物理特性比较
| 性能参数 | 铸铁(HT250) | 铸钢(ZG270-500) | 差异幅度 |
|----------------------|---------------------|--------------------------|---------------|
| 熔点范围(℃) | 1150-1250 | 1420-1520 | 高270℃ |
| 流动性指数 | 85-92 | 45-55 | 低40% |
| 体收缩率(%) | 4-6 | 10-14 | 高2-3倍 |
| 线收缩率(%) | 0.8-1.0 | 1.2-2.5 | 高1.5倍 |
| 热导率(W/m·K) | 54 | 42 | 低22% |
2. 微观组织差异
- 铸铁:石墨片/球状结构提供自润滑作用,降低收缩应力
- 铸钢:完全珠光体/铁素体组织,无石墨缓冲相
二、铸铁铸造优势的四大科学原理
1. 低熔点特性
- 熔炼能耗降低30-40%
- 炉衬寿命延长2-3倍
- 更适合小型铸造厂生产
2. 优异流动性
- 硅元素(1-3%)提高铁水流动性
- 石墨析出释放结晶潜热
- 典型充型速度比铸钢快60%
3. 收缩补偿机制
- 石墨化膨胀抵消部分收缩(约2-3%)
- 无需复杂补缩系统
- 铸件成品率提高15-20%
4. 工艺宽容度高
- 可适应湿型砂铸造
- 浇注温度范围宽(±50℃)
- 对型砂要求较低
三、铸钢铸造难点及解决方案
1. 流动性能优化方案
- 浇注系统设计:
- 直浇道截面积增大30-50%
- 采用开放式浇注系统
- 设置过滤网(陶瓷/纤维)
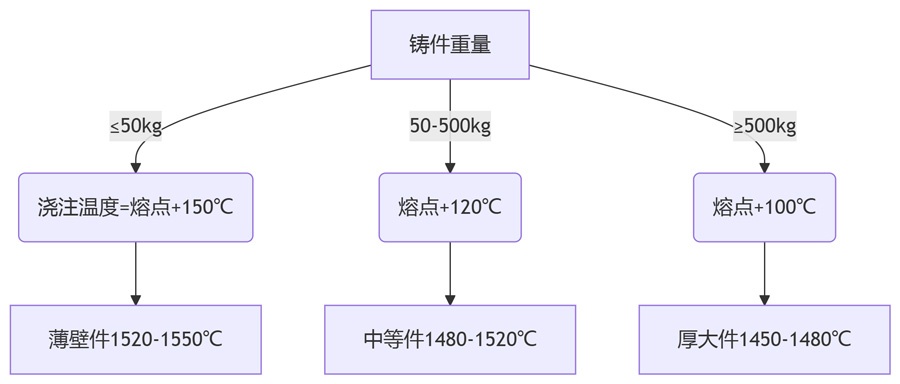
- 工艺参数控制:
2. 收缩缺陷防控体系
- 补缩系统设计:
- 冒口体积比铸铁大40-60%
- 冷铁使用量增加50%
- 计算机模拟优化布置
- 型砂改良技术:
- 添加3-5%木屑提高退让性
- 采用铬铁矿砂防止粘砂
- 树脂砂强度≥1.2MPa
四、典型缺陷对比及预防
| 缺陷类型 | 铸铁发生率 | 铸钢发生率 | 关键预防措施 |
|--------------|----------------|----------------|------------------------------------------|
| 浇不足 | <5% | 15-20% | 提高浇注温度,增大浇口截面积 |
| 缩孔 | 8-12% | 25-35% | 优化冒口设计,使用激冷材料 |
| 热裂 | 3-5% | 10-15% | 改善型砂退让性,控制开箱时间 |
| 气孔 | 5-8% | 12-18% | 加强熔体除气,提高型砂透气性 |
五、材料选型决策指南
1. 优先选择铸铁的场景
- 机床底座等抗振部件
- 液压阀体等需自润滑零件
- 成本敏感型批量件
- 复杂薄壁结构件
2. 必须使用铸钢的情况
- 承受动载荷的传动部件
- 低温工作环境(-40℃以下)
- 需要焊接组装的构件
- 高强度要求的承力件
六、新工艺进展
1. 铸铁技术突破
- 薄壁铸铁件(3-5mm)铸造技术
- 等温淬火球铁(ADI)应用
- 3D打印砂型快速成型
2. 铸钢工艺创新
- 计算机凝固模拟优化
- 梯度浇注温度控制
- 纳米改性涂料技术
生产建议:对于年产量<1000吨的中小铸造厂,建议优先发展铸铁件生产;大型铸造企业可配置电弧炉+精炼设备,发展高端铸钢件业务。无论选择哪种材料,都应建立完善的工艺数据库,持续优化铸造参数。
无锡瑞成机械制造有限公司从事设计制造壳型铸造生产线、铁模覆砂生产线、金属型铸造线、冷芯盒射芯机、热芯盒制芯机及模具的设计与制造的专业公司。可为用户提供设备选型,新产品开发,工艺试制,制芯车间工艺布置等专业服务。
来源声明:以上内容部分(包含图片、文字)来源于网络,如有侵权,请及时与本站联系(18915280908)。
如没特殊注明,文章均为瑞成机械原创