 136-0619-7285
136-0619-7285
 当前位置:
当前位置:大型球墨铸铁件生产关键技术难题与解决方案[壳型生产线]
一、大型球墨铸铁件的典型特征与特殊要求
1. 主流产品类型及性能指标
| 产品类别 | 典型重量范围 | 特殊性能要求 | 关键标准 |
|--------------------|------------------|------------------------------|--------------------------|
| 风电设备轮毂 | 8-25吨 | -40℃冲击功≥12J | EN-GJS-400-18U-LT |
| 核电废渣罐 | 20-50吨 | 辐照稳定性、耐腐蚀性 | RCC-M标准 |
| 大型注塑机模板| 10-30吨 | 尺寸精度±1.5mm/10m | GB/T 9439 |
| 汽轮机轴承座 | 5-15吨 | 长期蠕变抗力 | ASTM A395 |
2. 工艺设计核心要点
- 模具系统设计:
- 缩尺调整:长度方向1.0-1.2%,宽度方向0.8-1.0%
- 砂箱强度要求:抗压≥1.2MPa,抗弯≥0.8MPa
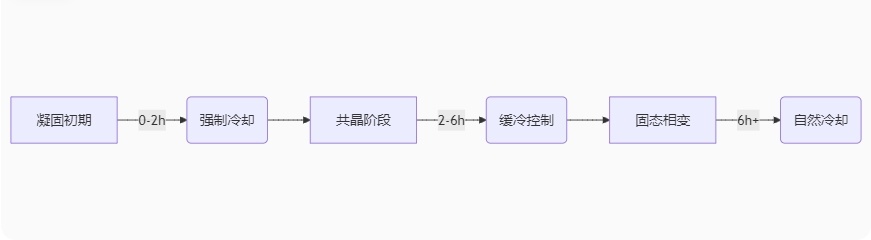
- 冷却控制策略:
二、大断面球铁特有缺陷机理分析
1. 石墨形态异常问题
- 典型缺陷类型:
- 石墨漂浮(上表面3-5%区域)
- 碎块状石墨(中心部位)
- 石墨球数<50个/mm²(标准值80-120)
- 形成机理:
- 凝固时间>4h导致石墨过度生长
- 温度梯度<5℃/cm引发成分偏析
2. 低温韧性控制难点
- 关键影响因素:
- 磷共晶含量(要求<0.03%)
- 珠光体比例(要求<10%)
- 微量元素(Sb、Bi等<0.002%)
三、系统性解决方案
1. 熔炼与处理工艺优化
- 成分精准控制:
| 元素 | 目标范围 | 控制要点 |
|----------|---------------|-------------------------|
| C | 3.6-3.8% | 碳当量CE=4.3-4.5 |
| Si | 1.8-2.2% | 终Si=2.4-2.6% |
| Mg | 0.04-0.05%| 采用重稀土镁合金 |
| Sb | <0.001% | 严格废钢管控 |
- 创新处理工艺:
- 双联熔炼(中频炉+工频炉)
- 复合孕育(0.3%SiBa+0.2%SiSr)
- 喂丝球化处理(吸收率>40%)
2. 冷却系统设计
- 复合激冷方案:
- 铬铁矿砂层厚度:30-50mm
- 内冷铁布置密度:15-20个/m³
- 水冷管参数:Φ20mm,间距150mm
- 温度场控制:
- 表面冷却速率:15-20℃/min
- 心部冷却速率:3-5℃/min
3. 热处理工艺创新
- 等温退火曲线:
920℃×4h → 炉冷至740℃×6h → 炉冷至600℃出炉
- 性能提升效果:
- 铁素体含量>95%
- -40℃冲击功提升50%
四、典型应用案例
案例1:8MW风电轮毂生产
- 技术突破:
- 开发低钛合金化方案(Ti<0.02%)
- 应用电磁搅拌技术
- 成果数据:
| 指标 | 改进前 | 改进后 |
|----------------|----------|----------|
| 球化率 | 85% | 93% |
| -40℃冲击功| 9J | 15J |
| 偏析等级 | 3级 | 1级 |
案例2:核电废渣罐铸造
- 特殊工艺:
- 真空浇注技术(残压<100Pa)
- 三维冷却控制系统
- 检测结果:
- 超声波探伤合格率100%
- 尺寸精度达CT10级
行业前沿:最新开发的AI凝固模拟系统,通过实时温度场监测可预测石墨形态变化,准确率达90%以上。激光诱导击穿光谱(LIBS)技术实现熔体成分在线检测,响应时间<30秒。
实施建议:
1. 建立全流程质量追溯系统
2. 关键工序设置CPK监控点
3. 每批次保留3组标准试样
4. 建议采用模块化工艺设计
通过系统性工艺优化,某龙头企业大型球铁件良品率从78%提升至92%,生产成本降低25%。数据显示,优化后的工艺可使厚大断面球铁石墨球数稳定在100个/mm²以上,完全满足高端装备制造需求。
无锡瑞成机械制造有限公司从事设计制造壳型铸造生产线、铁模覆砂生产线、金属型铸造线、冷芯盒射芯机、热芯盒制芯机及模具的设计与制造的专业公司。可为用户提供设备选型,新产品开发,工艺试制,制芯车间工艺布置等专业服务。
来源声明:以上内容部分(包含图片、文字)来源于网络,如有侵权,请及时与本站联系(18915280908)。
如没特殊注明,文章均为瑞成机械原创